全くもって金太郎飴的な記事なのだが備忘録だからね。4P1Lシングルアンプ本番機のシャーシ加工を始めた。
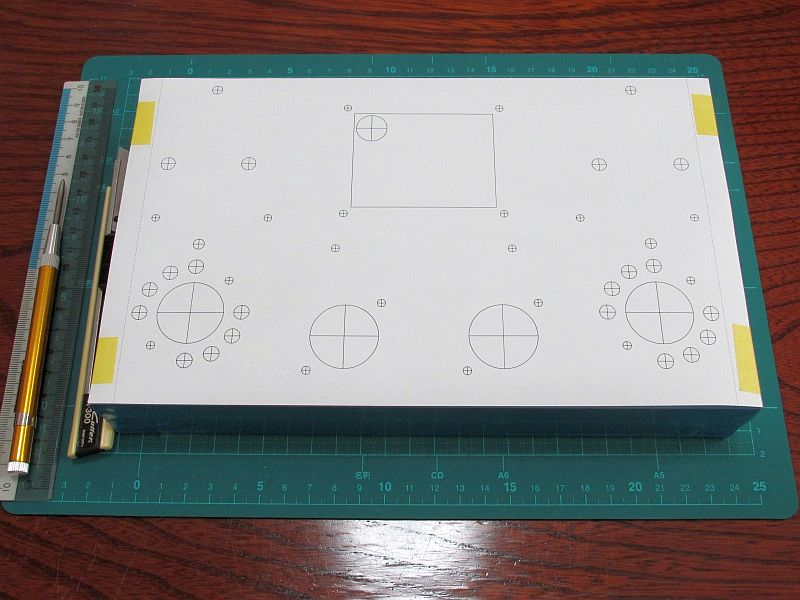
印刷した穴開け図をカットしシャーシに貼り付けて定規とカッターで罫書く。十字の中央をオートポンチでマーキング。ルーペで見てずれていたら斜めにオートポンチを打って中央にくるようにしている。

穴加工は電源トランスの角穴から始めた。ステップドリルでつながった丸穴を2個開け、コッピングソーの刃を通して一周カットする。騒音が出るが、厚さ1mmのアルミなので進みが早い。カットできたら平ヤスリで端面を整えた。
ロッカースイッチとACインレットの角穴は、丸穴を複数開けてヤスリで削る。ACインレットの穴は角Rの仕様なので難しい。4隅を丸ヤスリで開けておき、4辺を削るようにする。ロッカースイッチは13mm×19.2mmにノギスで測りながら開けた。薄いアルミだとつい削りすぎて大きめの穴になってしまう。

サークルカッターで26mm径の丸穴を開けているところ。摺動部のグリスアップを忘れずに。

前後面、側面、上部の大穴が開いた。後はペンで記した小さな丸穴を開けるだけ。

反対側から見たところ。ペンで丸穴を描いているのは、間違った径で穴を開けないため。
穴はドリルの1.5mmでまず開け、2.5mmで広げ、ずれていたら丸ヤスリで修正、3.2mmで広げ、OPTのボルト穴を4.5mmで開けた。4P1Lの放熱穴とOPTの配線穴は、ドリルスタンドのレバーが下がりきった時にステップドリルの6mmで開けられるように調整。これで何も考えずに6mm径の穴が開けられる。

バリ取りが済み、穴開けの終わったシャーシ。

反対側から見たところ。
道具を揃えて省力化をしているにも関わらず、作業を終えると疲労困憊状態になる。それは老化による体力の低下によるもので、1mm厚のアルミなんか穴開け簡単という人は体力があるからだ。歳取った体力のないジジイにはやはり辛い。